FCC廃触媒を用いた廃プラスチックの油化プロセスの開発
環境エネルギー株式会社
発行日:2022年4月15日Published: April 15, 2022
© 2022 一般社団法人日本ゼオライト学会© 2022 Japan Zeolite Association
本稿では,ゼオライト系触媒の廃棄物の再利用に関する研究開発の一例として,FCC廃触媒を用いたプラスチックの油化技術について紹介する。筆者は,卒業論文のテーマとしてスタートして以来,ラボスケールから実証スケールのプラントの運転まで一貫して携わっている。本稿では,研究当初のコンセプトや技術内容から,現在の取り組みや今後の展望までを簡単に紹介したい。
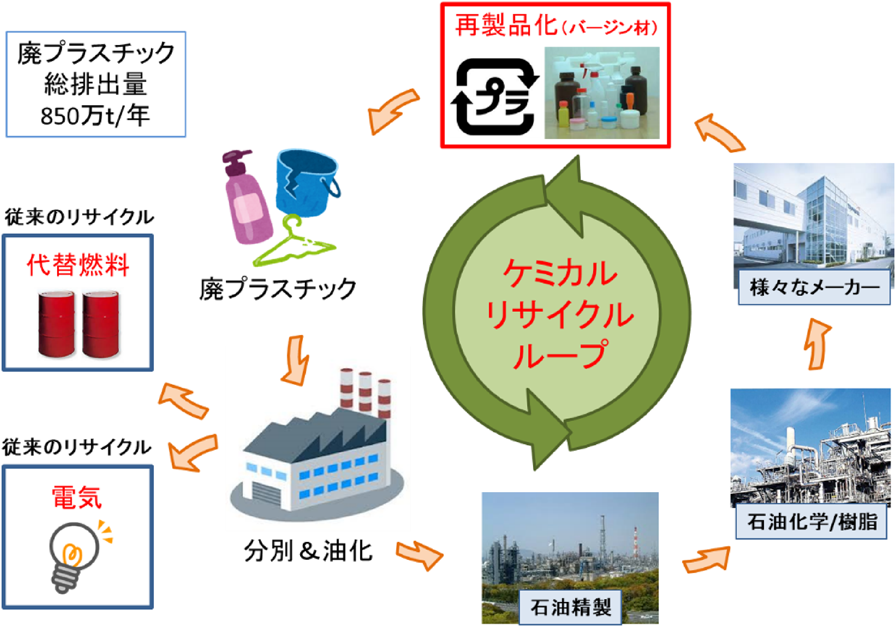
現在,国内では年間に約850万トンの廃プラスチックが排出されている。環境意識の高まりから,廃プラスチックの有効利用率は年々向上しているものの,その大半は廃棄物発電や熱回収,固形燃料(RPF)化といったサーマルリサイクルであり,プラスチックとして再利用可能なマテリアルリサイクルは22%を占めるものの,化学原料化するケミカルリサイクルはわずか3%にとどまっている1)。マテリアルリサイクルは,熱をかけて溶融した後に再成型する手法であるが,再利用にバージン材と同等の材料物性を満たすにはリサイクル原料の純度が重要であり,マテリアルリサイクル可能な廃プラスチックは限られる。特に,家庭などから排出される一般系廃プラスチックや廃家電,自動車シュレッダーダスト(ASR)などの混合プラスチックや,アルミ蒸着フィルムなどの積層材などは,単一の樹脂への選別,分離が困難であり,マテリアルリサイクルへの利用は難しい。一方,ケミカルリサイクルは,ナフサや低級オレフィン,モノマーなどへ分解し,再度樹脂の原料とするため,これらのプラスチックが利用可能であり,材料への再生率を向上するためにはケミカルリサイクルの普及が欠かせない。
ケミカルリサイクル法の一つである油化は,プラスチックを400–450°C程度の温度で熱分解し,液体の炭化水素混合油を得る技術であり,その生成物はナフサ分から重油分まで幅広い生成物分布を持つ。その組成は,原料樹脂の組成に大きな影響を受けるが,従来の油化プロセスでは主にポリエチレン(PE),ポリプロピレン(PP),ポリスチレン(PS)などのポリオレフィン類が原料として用いられ,得られる分解油の用途としては,石油代替燃料としての使用や,ナフサ留分やモノマー成分を化学原料化することが挙げられる(図1)。
油化プラントは,20–30年ほど前に熱分解方式のプラントが国内でも稼働したものの,設備コストが高く,生成物の収率や品質に課題を有したことから,競争力が十分ではなく,原料となる廃プラスチックの確保にも課題を抱えたことから撤退が相次ぎ,現在稼働中の大型プラントは存在しない。
これらを背景に,筆者らは従来の熱分解法とは異なる,高効率・低コストプロセスの開発を目指し,FCC廃触媒を用いることを検討した。FCC触媒は,周知のとおり,ゼオライト(主にY型)を主成分に,シリカ,アルミナ,シリカアルミナ,カオリンなど多種のフィラー,バインダーからなる固体酸触媒であり,石油精製において蒸留残渣などの重質分をナフサへ分解する流動接触分解(FCC)プロセスで使用される40–80 µmに造粒された触媒である2,3)。
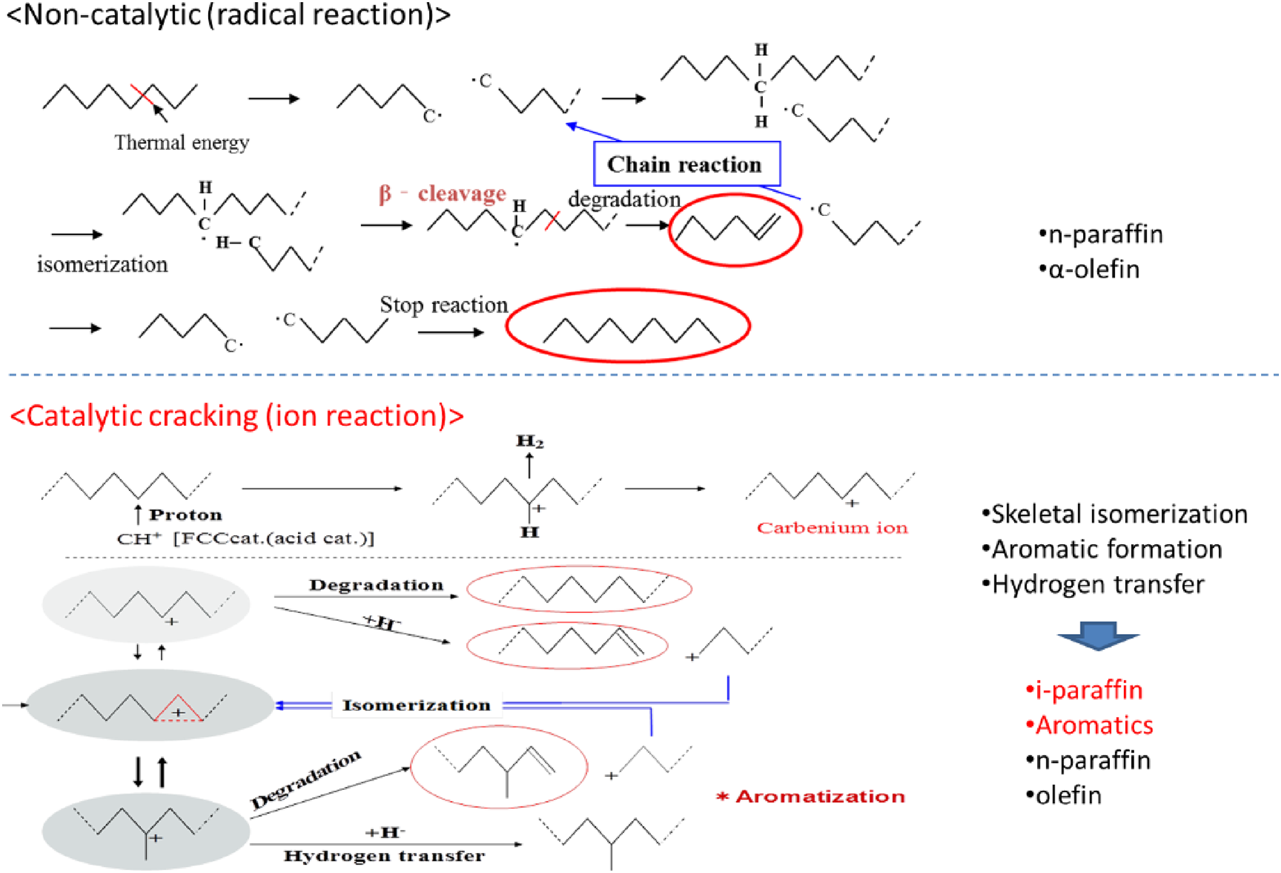
FCC触媒をはじめとするゼオライト触媒は,石油精製や石油化学の分野において,炭化水素の分解反応で使用される例が多く,炭化水素の分解反応においては,カルベニウムイオンを経由し分解反応が促進されること,カルベニウムイオンの3級構造が安定であることから骨格異性化が進行する事,芳香族炭化水素が生成することが知られており,FCC触媒も同様の作用を有している。このFCC触媒の廃触媒は,年間に約3万トン排出されているほか,FCCプロセスで使用する触媒としての活性としては不十分であるものの,ゼオライトの活性そのものが完全に失われているわけではなく,プラスチックも長鎖の炭化水素と捉えれば同様の作用が期待できることから,コストや廃棄物の有効利用の観点からもFCC廃触媒を用いることとした。
従来の熱分解法によるPEの分解反応では,PEの直鎖の分子構造に由来する直鎖のn-パラフィンや1-オレフィンが主に生成するためワックス化しやすく,常温では固化するが,FCC廃触媒を用いて接触分解するとワックス分をほとんど含まない液体の分解油が得られる。これは,先に述べたようなFCC廃触媒が有する固体酸によるものであり,分解反応の促進による低分子量化だけでなく,骨格異性化や芳香族化の進行により,分解油の分子構造そのものも変化することによるものである4–6)(図2)。
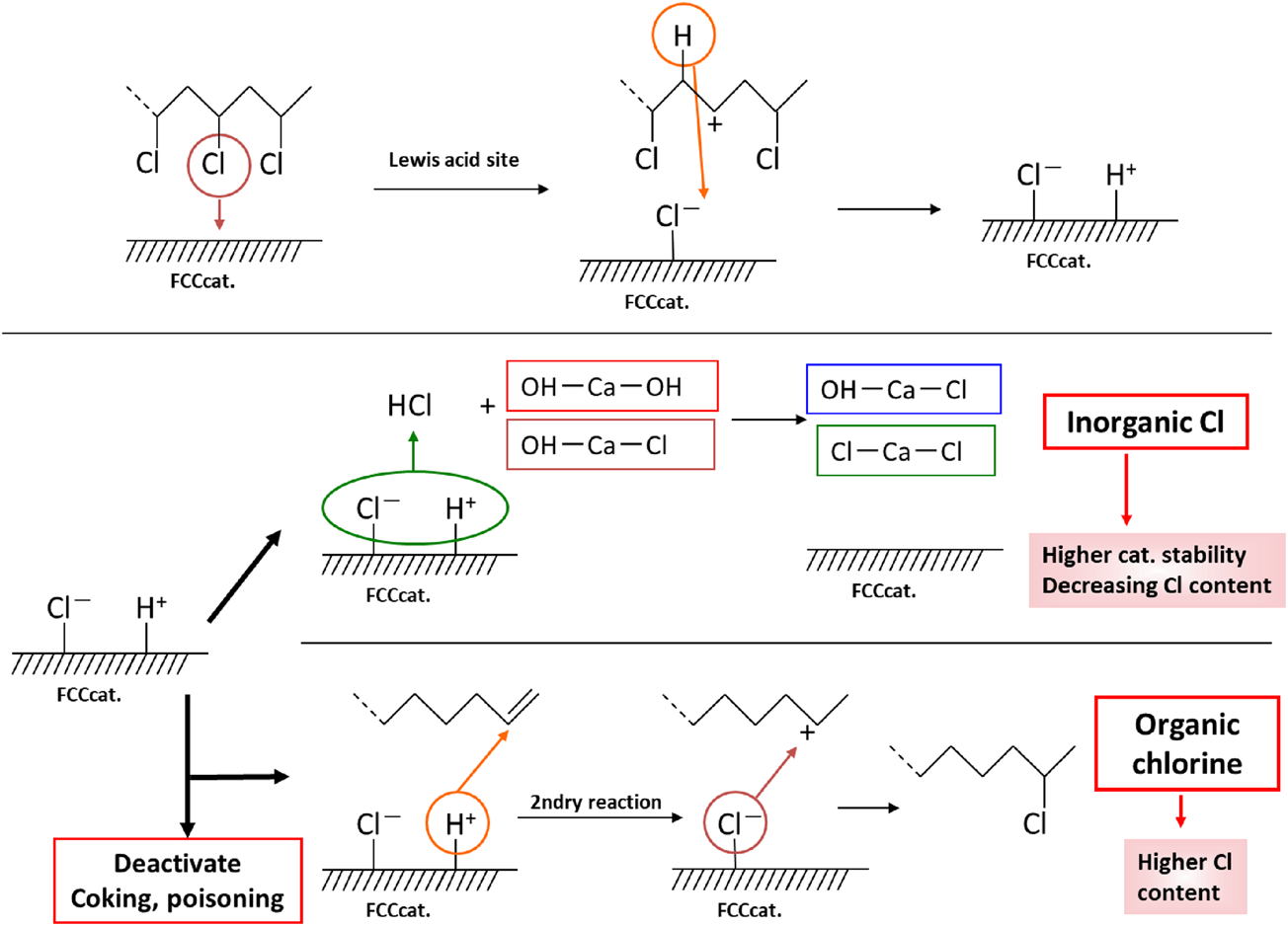
次に,熱分解法を採用した過去のプラントでの大きな課題として塩素の問題があった。塩素は,ポリ塩化ビニル(PVC)や樹脂の難燃剤として使用されており,従来の油化プラントが主に原料として扱ってきた一般系廃プラスチックにもこれらが混入していたが,熱分解時に樹脂中の塩素分は塩化水素へ変換されるほか,一部の塩素分は二次的に分解過程の炭化水素と有機塩素化合物を生成し,分解油に残留してしまう。塩化水素は,装置類の腐食につながるほか,有機塩素は油を燃料として燃焼する際にダイオキシン発生の原因となるため,熱分解とは別に脱塩素プロセスが必要となっていた。
そこで,研究ではFCC廃触媒と塩素分を固定化する脱塩素剤を併用して接触分解することで,分解炉一つで分解反応と脱塩素を進行させることを目指した。ここで行ったPPにPVCを添加したモデル実験においては,カルシウム系の化合物が高い脱塩素活性を示すだけでなく,FCC廃触媒自体も脱塩素に寄与することが明らかになった。特に,FCC廃触媒と脱塩素剤を併用する場合に高い脱塩素能力を発揮した5,6)。これは,図3のようにゼオライト中のルイス酸点が積極的に塩素の引き抜きに寄与し,引き抜かれた塩素が水素を引き抜くことで塩化水素が生成し,生成した塩化水素は,近傍に脱塩素剤が存在することで速やかに酸塩基反応により塩化物として固定化されることを示唆していた。実際に,脱塩素剤が不足,あるいは存在しない系では,ゼオライトが塩素により分解活性を失い,極端に分解性能が低下することを確認しており,脱塩素剤がゼオライトの活性を維持する上で重要な役割を担っていることを明らかとしている。
これらの成果を基に,2010年ごろに経済産業省の事業として80 kg/hの実証プラントを用いた分解油の石油精製へのリサイクルの可能性について検討が行われ,一般系廃プラスチックに関して使用可能であるとの評価を得ている7,8)。
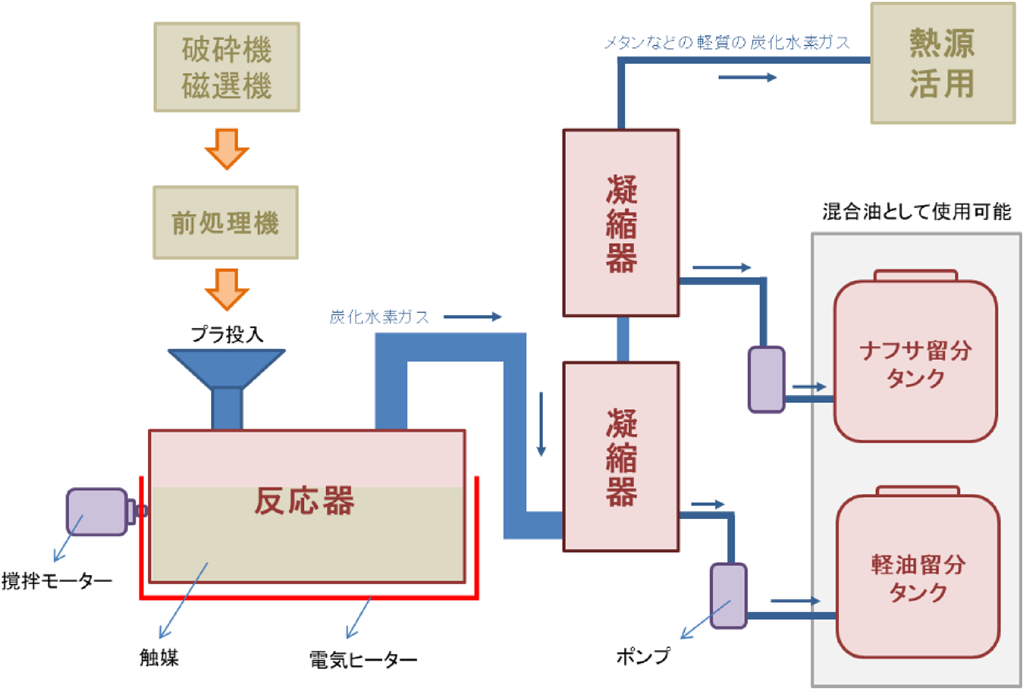
弊社では,北九州TLOよりライセンスを受け,商業化を目指して技術開発を進めている。その第一歩として,2019年より福岡県大木町にて,自治体より排出されるプラスチックごみの選別および油化事業を開始している。ここでは,自治体より排出されるプラスチックごみをリサイクル施設内で手選別により容リプラと非容リプラに選別し,容リプラをベールとしてリサイクル業者へ販売,非容リプラ(主にPE,PP,PS)を施設内の油化プラントに用いている。
プラントは,内部撹拌機の反応器を有しており,あらかじめ攪拌,加熱された触媒に原料プラスチックが連続的に投入される。接触分解により分解・ガス化された生成物は,2段のコンデンサーでA重油相当の製品と軽質油に分けて回収し,オフガスを燃焼処理している(図4)。本来は,オフガスは装置の熱源として利用し,軽質油は製品となるが,本プラントでは製品とならない軽質油を熱源として利用することで,プロセス全体の効率化を図っている。
本プラントの製品は,A重油の規格に比べ引火点がやや低い傾向がみられるものの,規格をほぼ満たす質の炭化水素油が得られており,周辺での利用も進みつつある。今後は,周辺自治体へこの新しい廃プラスチック油化による地産地消リサイクルが拡大することが期待される。
弊社では,上記のような製品を燃料として廃プラスチックの発生源へ還す地産地消型のリサイクルモデルに加え,化学原料化によるケミカルリサイクルモデルの構築を目指している。ケミカルリサイクルは,石油由来と同質のバージン材へ再生可能なことに加え,石油市場が非常に大きいため,リサイクル受入に関するポテンシャルも非常に大きく,石油市場とリンクすることで大規模なリサイクルが可能になる。つまり,廃プラスチックを燃やさず,材料へのリサイクルを推進するためには石油精製会社,もしくは石油化学メーカーを含めたケミカルリサイクルループの構築が欠かせない。
この観点からも,今後の大規模事業化に向けては,装置のスケールアップだけではなく,ケミカルリサイクル原料とするために,石油精製および化学プラントにて使用な可能な分解油品質を担保する必要がある。原料となる廃プラスチックには,石油精製プロセスにおいて不純物となる酸素,窒素,硫黄に加え,本来石油に含まれないハロゲン類(Cl, Br)やSi, Pなどの様々な元素が含まるため,石油精製へのリサイクルを実現するためにはこれらの不純元素の低減が必須である。そして,その達成のためには,接触分解法の改良による不純元素の低減法に加え,廃プラスチックの回収・選別プロセスの確立が重要となる。
最終的には,装置のスケールアップ,品質面の担保に加え,様々な廃プラスチックを分解する過程で生じる危険なガスや廃液の処理,そして様々な事業化のケースを想定して安全対策を講じた全体のシステムにする必要があり,単なる装置だけではない俯瞰的な視野に基づいた油化システムの構築が必要である。
1) プラスチック循環利用協会,プラスチックリサイクルの基礎知識2021, https://www.pwmi.or.jp/pdf/panf1.pdf (2021).
2) 石油学会編集,新版 石油精製プロセス,講談社(2014).
3) 辰巳 敬,西村陽一監修,ゼオライト触媒の開発技術,p. 30, シーエムシー出版(2010).
4) 室井髙城監修,エネルギー触媒技術,p. 27, サイエンス&テクノロジー(2010).
5) H. Tani, K. Fujimoto, J. Environ. Sci. Eng. B, 6, 352(2017).
6) 藤元 薫,谷 春樹,芳賀裕之,環境資源工学,57, 150(2010).
7) 谷 春樹,村上弥生,藤元 薫,池田善行,呉 倍莉,織田真人,佐藤毅夫,北井三正,プラスチックリサイクル化学研究会第15回討論会予稿集,p. 13(2012).
8) 佐藤毅夫,織田真人,呉 倍莉,谷 春樹,藤元 薫,EICA, 16, 22(2010).
This page was created on 2022-04-06T14:57:37.831+09:00
This page was last modified on
このサイトは(株)国際文献社によって運用されています。