CO2の吸着分離法はこれまでにも一部実用化されている技術であり,大規模発生源からのCO2の分離回収法として検討されている技術の1つでもあるが,さらなる分離エネルギーの低減とともに装置のコンパクト化が必要とされている。
我が国では,高炉から発生するCO2を大幅に削減するプロジェクトの一環として,吸着分離技術が研究されている。新エネルギー・産業技術総合開発機構(NEDO)の「環境調和型プロセス技術開発」の中で,製鉄メーカーを中心に“COURSE50(CO2 Ultimate Reduction in Steelmaking process by innovative technologies for Cool Earth 50)”プロジェクトが推進されている。プロジェクトの中でRITE–日本製鉄(株)によるCO2化学吸収液の開発と平行して,JFEスチール株式会社によりゼオライトを用いた物理吸着によるCO2の吸着分離プロセスの開発が実施された。吸着分離法はこれまでに製鉄所の熱風炉排ガスからのCO2除去などの実績があるが,高炉ガスからのCO2分離回収や大規模なガス処理へ適用するのは日本初の試みであり処理能力3 t-CO2/dayのベンチ試験装置が建設され,実ガスからのCO2分離性能を評価するとともに,ガス前処理方法やコスト削減方法が検討された。活性炭系材料よりもCO2純度を向上できるゼオライト系のCO2吸着剤を種々検討し,13Xゼオライト(ZEOLUM F9)を用いてCO2回収率80%以上,回収CO2濃度90%以上を達成し,回収エネルギー(真空ポンプ動力)としては200 kWh/t-CO2以下を達成している2)。
従来のゼオライトを用いる物理吸着法では,水蒸気の存在下ではゼオライトのCO2吸着量が大幅に減少するため,前処理として排ガス中の水蒸気を露点−30〜−60°C程度まで分離除去する必要がある。この場合,CO2分離回収エネルギーの約30%が除湿に消費されると言われている。
我々はこれまでに格子欠陥が少なく蒸気吸着量の少ないSi-CHA型ゼオライトを合成し,高圧ガスからのCO2吸着分離において水の影響を受けないことを報告しているが3), Si-CHAは交換カチオンがなくCO2との親和性も低いためCO2分圧が低い領域では効率が低下してしまう。
国際宇宙ステーションにおいても空気再生システム用CO2回収装置として米国NASAが開発したゼオライトPTSAシステム“ISS CDRA (International Space Station Carbon Dioxide Removal Assembly)”が用いられているが,ゼオライトを250°C程度に加熱してCO2を脱離させることで除湿塔を再生しており,消費エネルギーの低減が課題となっている。
一方,H2O耐性がある吸着剤としてポリエチレンイミン担持シリカなどのアミン修飾固体吸収材に関して数多くの報告例がある。米国ではこれまでにDOEのNETL(National Energy Technology Laboratory)がアミンを粘土鉱物などに担持した固体吸収材を開発している4)。固体吸収材は,化学吸収剤であるアミンを多孔質支持体に担持させた固体で,アミンを水溶液として用いる化学吸収法よりもCO2の脱離にかかるエネルギー損失(水を加熱するための顕熱,潜熱)が低く,また,再生時の蒸発による吸収液の損失が少なく,装置腐食性が低い利点もあるとされている。以下,このアミンを固体に担持した「固体吸収材」について述べる。
NH3誘導体であるアミンはアンモニアの水素原子を炭化水素基または芳香族原子団で置換した化合物の総称であり,N原子と結合したH原子の数に応じて,1級アミン(-NH2),2級アミン(>NH),3級アミン(>N-)に分類され,塩基性(反応熱)は1級>2級>3級の順になる。これまでに各種のアミン化合物がCO2分離回収用材料の成分として,吸収液での実用化のみならず,固体吸収材や分離膜用の材料としても検討されている。
アミンとCO2との代表的な化学反応は,以下のカルバメート生成(1)~(3)およびバイカーボネート生成(4)で示される。カルバメートは水の非存在下で1級/2級アミンとCO2の反応によって形成されることが知られている。
R1R2NH+CO2 ⇄ R1R2NH+COO−(1)
R1R2NH+COO− + R1R2NH ⇄ R1R2NCOO− + R1R2NH2+(2)
ここで,R1とR2はHまたはアルキル基を表す。全体的な反応は式(3)で表される。
2R1R2NH + CO2 ⇄ R1R2NCOO− + R1R2NH2+(3)
最初に,アミンはCO2と反応して双生イオン(zwitterion)を形成し,双生イオンは別のアミンなどの塩基により容易に脱プロトン化されカルバメートを生成する。この化学反応では,H2Oなどの他のブレンステッド塩基がない場合,1つのCO2を化学吸着するために2つのアミノ基が必要になるため,アミノ基に対する吸着CO2のモル比として定義されるアミン効率は0.5よりも低くなる。水存在下ではバイカーボネート生成(4)も起こる。
R1R2NH + CO2 + H2O ⇄ HCO3− + R1R2NH2+(4)
この場合,最大アミン効率は1.0となる。3級アミンでもこの反応は生じるが,反応速度は極めて遅い。
最も代表的な化学吸収液として知られるモノエタノールアミン(MEA)では,CO2吸収後の液を加熱再生しCO2を脱離させて回収する工程において,高温のスチーム(約120°C)を供給する必要があり,エネルギー消費(約4 GJ/t-CO2)が大きい。また装置の腐食やアミンロスの問題もある。これらの課題を克服すべく,これまで代替材料の探索や分離プロセスの改善が実施されてきた。
関西電力(株)と三菱重工(株)が1990年代に開発したヒンダードアミンを用いるKS液はMEAと比較して,再生エネルギーが7割程度で,吸収液の劣化が少なく,腐食しにくいため防蝕剤も不要と言われている。本プロセスは1999年からマレーシアの尿素製造プラント(CO2回収量:200 t/day)で商用プロセスとして稼働しており,最近では米国Petra Nova Carbon Capture Projectにおいて石炭火力発電所向けとして4,776 t-CO2/dayの装置を稼働させている。
また,前述のCOURSE50プロジェクトにおいてRITEが日本製鉄(株)との共同研究で開発した高性能吸収液が実用化され,日本製鉄(株)室蘭製鉄所(120 t-CO2/day, 2014年~)に続き,住友共同電力(株)新居浜西火力発電所(143 t-CO2/day, 2019年~)で稼働中である。石炭火力発電の燃焼排ガスからCO2を分離回収する商業設備としては日本初であり,回収したCO2は住友化学(株)愛媛工場でアミノ酸の一種であるメチオニン製造設備の副原料として供給される。
アミン系吸収液によるCO2分離回収技術は,現状,最も有力なCO2分離回収技術であり,大規模の設備建設が進められているが,水溶液を使用する限りこれ以上の分離回収エネルギーを低減することは困難である。最近ではラボレベルで非水溶媒系や二相系吸収液などが検討されている。また,微量の吸収液がガスとともに散逸することを完全に防止することは困難であり,例えば400 MWの石炭火力発電所での吸収液散逸が1 ppmとすると年間40 tもの吸収液が大気中に放出されることになる。アミン系吸収液に関しては早期に環境影響評価の検討が望まれる。
5.1 多孔質材料のアミン修飾による吸着剤/固体吸収材の合成
前述の吸収液のデメリットを克服するために,多孔質材料に担持した固体による分離回収も検討されている。吸収液は溶媒である比熱の大きな水を再生工程で加熱する必要があるが,固体吸収材では再生工程で顕熱や蒸発潜熱に消費されるエネルギーを低減できる可能性がある。
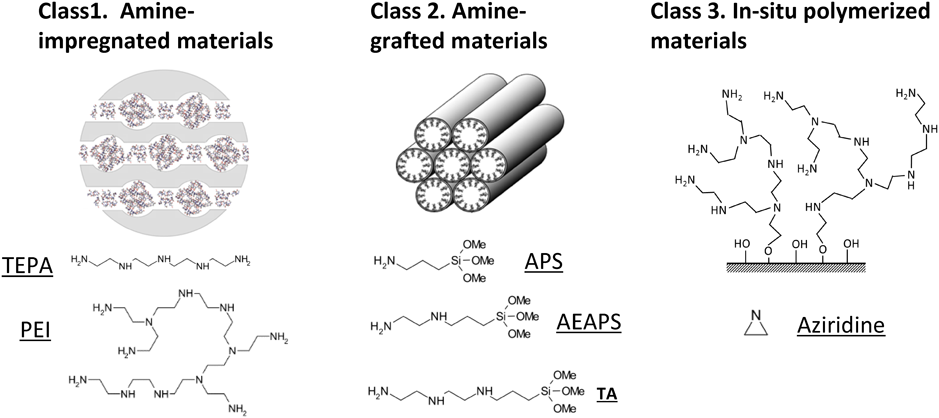
CO2回収用のアミン修飾多孔質材料は,その調製法により,アミン含浸(クラス1),アミングラフト(クラス2),およびin-situ重合アミングラフト(クラス3)に分類されている(図1)5)。これらの支持体としてはシリカが主に用いられるが,アミンの分子構造や組成に加えて担体の細孔径,細孔容積,細孔構造などが重要な役割を果たし,CO2吸着性能に大きく影響することが知られている。
FSM-16/MCM-41に代表されるメソポーラスシリカは,規則的で均一な細孔構造,大きな比表面積と細孔容積を有することから,ポリアミンのような比較的大きな分子を多量に細孔内に導入可能である。アミンの固体表面への固定化による放散防止やハンドリングの容易性などが期待でき,担体としてよく用いられている。これまでに様々なアミン修飾メソポーラス材料のCO2吸着に関する研究が数多く報告されている6–17)。
以下に,このアミノ基修飾多孔質材料を用いた省エネルギー型の新しいCO2吸着分離法の研究開発への我々の取り組みについて紹介する。
5.2 アミングラフトメソポーラスシリカ(クラス2)
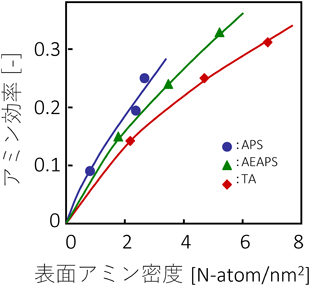
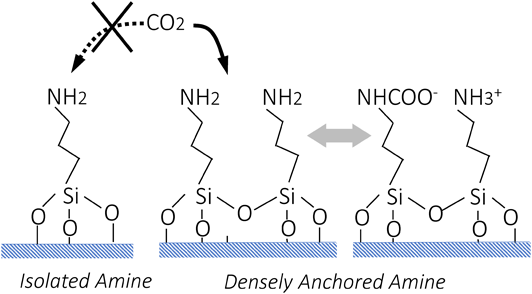
これまでに我々はNEDOの先導研究「省エネルギー型二酸化炭素分離回収技術開発」(平成13~15年度)において,メソ細孔シリカの表面へグラフト法によりアミノ基を高密度に化学修飾し,CO2との親和性を向上させた「耐水蒸気型CO2吸着剤」(クラス2)を開発した10–12)。SBA-15メソポーラスシリカに,3-アミノプロピルトリエトキシシラン(H2NCH2CH2CH2-Si (OCH2CH3)3: 以降APS),N-(2-アミノエチル)-3-アミノプロピルトリメトキシシラン(H2NCH2-CH2NHCH2CH2CH2Si(OCH3)3: AEAPS)および(3-トリメトキシシリルプロピル)ジエチレントリアミン(H2-NCH2CH2NHCH2CH2NHCH2CH2CH2Si(OCH3)3: TA)の3種類のアミノシランでグラフト修飾して調製した吸着剤のアミン含有量とCO2吸着容量の関係を図2に示す。APS-,AEAPS-,およびTA修飾SBA-15のCO2吸着量はアミン含有量の増加とともに増加したが,アミン含有量とCO2吸着量は単に直線関係にはなく,窒素原子あたりのCO2吸着分子数と定義したアミン効率と担体表面積あたりのアミン密度に注目すると,表面アミン密度の増加にともないアミン効率も向上する(図2)。また,CO2吸着IRの結果から,3,347 cm−1と1,626 cm−1にN–HおよびC=Oの伸縮振動が見られたことから,CO2は前述の式(3)で示されるアミンのペアサイトとカルバメートを形成し,吸着すると考えられる10–12)。
したがってアミン効率が向上したのは,表面アミン密度の増加にともなってペアサイトが形成されやすくなり,アミンのペアサイトがカルバメートを形成することでCO2を吸着するためと考えられる(図3)。また,この反応は60°C以上では共存水蒸気の影響をほとんど受けない。これまでに細孔容積の大きなMSU-Hを用いてTAを担持した(TA/MSUH)は水蒸気共存下でゼオライト13Xの水蒸気非共存下でのCO2吸着と同等のCO2吸着性能を示すことを見いだしている13)。このような材料を用いて除湿工程の省略/簡略化が達成されるならば,装置のコンパクト化も可能である。
5.3 アミン含浸固体吸収材(クラス1)
グラフト法によるアミノ基導入は表面OH基の数により限りがあり,CO2吸着容量を大幅に向上させる余地が少ないことや,調製に手間とコストがかかることが課題である。一方,湿式含浸(クラス1)は簡単な調製方法であり,より多くのアミンを多孔質支持体の細孔内に導入することができ,グラフト法と比較して高いCO2吸着能力が期待できる。本材料に用いるアミンとしては,CO2と反応するアミノ基の密度が高く,揮発による損失が抑制できることから比較的分子量の大きいポリアミンが適している。これまでに比較的高い沸点をもつポリエチレンイミン(PEI),あるいはテトラエチレンペンタミン(TEPA)など一般的な市販のアミンを多孔質支持体に含浸したCO2固体吸収材が数多く検討されている8–19)。
クラス2のグラフトで調製した吸着剤とCO2の吸着挙動がしばしば異なるため,クラス1の材料は「固体吸収材(solid sorbent)」と称されることが多い。クラス1の材料でいわゆる吸着等温線を測定すると,しばしば,低温域で吸着量が低下する現象が見られる。これは細孔内に担持したアミンの粘度が高い場合,CO2の拡散律速となり,真の平衡に達していないものと考えられる。
固体吸収材に用いるアミン類としてテトラエチレンペンタミン(TEPA)17,20–22),ペンタエチレンヘキサミン(PEHA)23),ジエチレントリアミン(DETA)24),およびポリエチレンイミン(PEI)8,9,25,26)などに関しての研究事例が数多く報告されている。また,担体にはSBA-1227),SBA-1527),MCM-4128–30),SBA1631),MSU32),MSF21,33)など,なるべく多くのアミンを細孔内に担持するために,比表面積が大きく,細孔径および細孔容積の大きなメソポーラスシリカが用いられる。
PEIやTEPAなどの市販のポリアミンには高密度の1級および2級アミノ基が含まれているため,前述のようにカルバメートアニオン(R1R2NCOO−)およびプロトン化アミン(R1R2NH2+)を形成する化学吸着による高いCO2吸収能力が期待できる。しかし,サイクル容量を大きくするために細孔内に大量のアミンを担持するとCO2吸収にともない,細孔内のガス拡散性が著しく低下し,拡散律速となり吸収・脱離の効率が低くなってしまう。アミンを大量に担持したCO2平衡吸収量が大きな材料でCO2を十分に脱離させるためには,従来のアミン水溶液と同等の高温再生が必要となる場合がある。石炭燃焼排ガスのように酸素を含む排ガスに適用する場合には,アミンの酸化劣化が進行し,材料の寿命が大幅に短くなってしまうことから,なるべく低温でCO2を脱離させることが必要である。
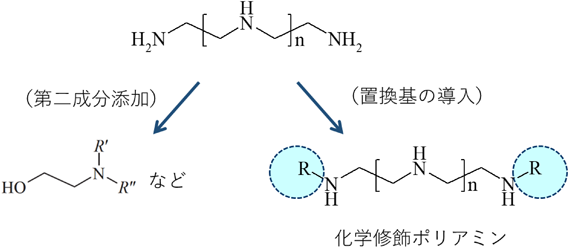
この問題は主に,CO2とPEIやTEPAなどのポリアミンに豊富に含まれる1級アミノ基との間の強いC–N結合の形成に起因する。この吸脱着効率の改善方法として,2つの異なるアプローチが検討されている。1つはポリアミンに第2有機成分をブレンドする方法であり33–36),もう1つは化学合成による1級アミノ基の修飾である(図4)。
クラス1の含浸固体吸収剤の添加剤としてポリエチレングリコール(PEG)が最もよく研究されている34,35,37)。Xuら9)は,PEI(30 wt%)にPEG(20 wt%)をブレンドしたMCM-41を調製し,75°CでCO2分圧100 kPaで約1.8 mmol/gのCO2吸着性能を示すことを報告した。またWangら35)は,ポリメタクリレートベースの樹脂にPEI(50 wt%)を含浸し,PEGまたは界面活性剤(5 wt%)の添加により25°CでCO2濃度0.5%の条件でCO2吸着容量が20%以上向上することを報告している。Sakwa-Novakら34)はPEIへの添加剤導入効果を検討し,PEGの役割はPEIの分散と溶媒和効果,およびCO2に誘発されるPEI架橋の緩和であるとしている。
アミン含浸シリカのCO2吸着能力は,ヒドロキシル基を含む有機化合物をブレンドすることで改善できることが知られている15)。我々はこれまでに,最も細孔容積が大きいシリカ(MSU-F)にTEPA(44 wt%)およびDEA(28 wt%)を含浸した固体吸材のCO2吸収量が323 KでCO2分圧100 kPaで6.9 mmol/gの容量とこれまでにない大きな吸収量を示すことを報告している。
また我々は電子供与基を含むイミダゾールをTEPAに加えると,固体吸収材のCO2吸着容量,アミン効率,および再生エネルギーが相乗的に改善されることを報告した。イミダゾールとアミノ基の間の相互作用は,イミダゾールのプロトン受容によるカルバメート生成に加えて,反応サイトへのプロトンとCO2の拡散を改善する可能性があることを報告した。この4-メチルイミダゾール(30 wt%)とTEPA(40 wt%)を含浸したメソ細孔シリカは,323 K, CO2分圧100 kPaで5.88 mmol/gという高い吸収容量を示した38)。
一方,ブレンドによる改質とは異なり,アミン含浸固体吸収材の性能を改善するためのポリアミンの化学合成による改質に関する報告は限られている20,36,39–42)。Filburnら41–42)はTEPAを含むエチレンアミン類をアクリロニトリルとの反応を使用して主に2級アミンを含むポリアミンを合成している。2級アミンはCO2に対する親和性が低いため,CO2の脱着に必要な熱エネルギーが少ないことを報告している。またZhangら20)は,アクリルアミド修飾TEPAをメソポーラスシリカに含浸し,25°Cで比較的高いCO2吸着容量(3.6 mmol/g)を報告している。
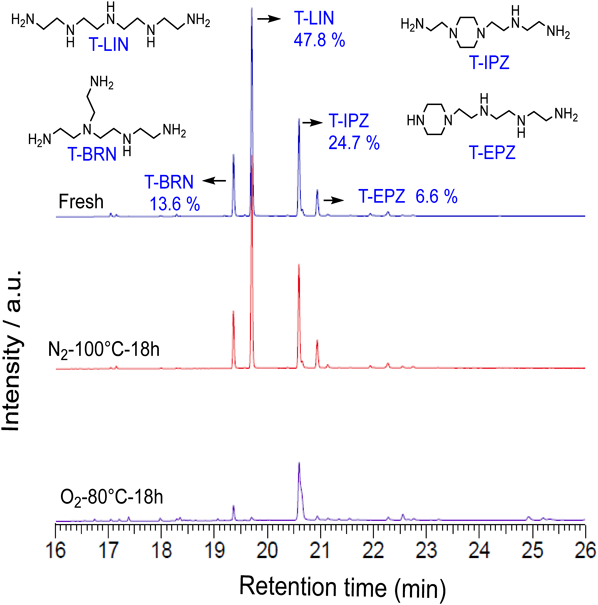
これら材料の吸着能力に焦点を当てた多くの研究があるがそれらの安定性はあまり検討されていない。市販のTEPAは,直鎖,分岐,および2つの環状TEPA製品を含む,沸点が近い4つの主要なエチレンアミン化合物の混合物からなる。しかしCO2回収用のTEPA含有材料に関する文献には,そのような成分に関する言及はない。我々はこれらの成分を蒸留により分離して分子種を同定し43),TEPA(60 wt%)/MFを80°Cで18時間100%酸素気流下にさらしたところ,4つの主要化合物のうち,T-LIN, T-BRN, およびT-EPZは急速に減少したが,T-IPZにはほとんど変化が見られず,T-IPZがTEPAの4つの主要成分の中で最も高いO2耐性を有することを示唆している(図5)。
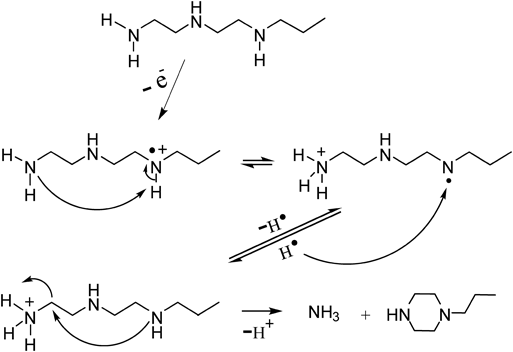
この結果はLepaumierら45)によって提案されたラジカル機構による6員環の形成で説明できる。スキーム1に示すように,最初に,アミノ基は,2級アミンからの電子の引き抜きによりラジカルカチオンとして活性化され,次に[1,7]Hの移動と水素ラジカルの捕捉によりアミニウムカチオンが形成された後,脱プロトン化してアンモニアと6員環化合物となる。T-LIN, T-BRN, およびT-EPZは分解してアンモニアを形成しうるが,T-IPZはその構造によりこのスキームで分解されにくいものと思われる44)。
以上のように,細孔径および細孔容積が大きなメソポーラスシリカを担体として用いるアミングラフト/含浸メソポーラス材料で優れたCO2回収性能が報告されており,MSUやMSFなどの均一で大きな細孔をもつシリカメソ構造材料は,特殊な用途に限ればアミン担持固体吸収材の支持体として有望な候補材料となるが,これらの材料(アミノシランを用いるクラス2のグラフト法やテンプレートを用いた担体の合成法)は製造規模やコストの観点から「大規模発生源」への適用には適さない。発電所などの大規模発生源に適用するためには,大量の吸着剤を低コストで合成できることが不可欠である。したがって,RITEでは前述の各種アミン修飾メソポーラス材料の知見に基づいて,セラミックスメーカーの協力を得て実用的な(=安価に大量に製造可能な)多孔質支持体を検討し,独自に合成したアミンを含浸担持したクラス2型の固体吸収材料の開発を行っている。
5.4 実用化研究開発事業
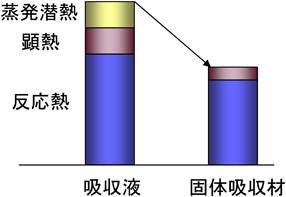
2010年から2014年度にかけて,経産省からの委託事業「二酸化炭素回収技術高度化事業」において,独自の固体吸収材の開発を実施した。固体吸収材は,前述のクラス1に相当し,アミンを多孔質支持体に担持させたもので,化学吸収液と類似のCO2吸収特性を有しながら,再生工程で顕熱や蒸発潜熱に消費されるエネルギーの大幅低減を可能とすることを目的としている(図6)39,40)。
本研究開発では,前述の知見をもとに実用上の課題点を克服すべく,既存のエチレンアミン類に置換基を導入した新規ポリアミン分子を設計,合成した。その結果,エチレンアミン類の末端1級アミノ基に嵩高い置換基を導入した新規アミンを用いることで,低温,低エネルギーでのCO2を脱離・再生する性能に優れ,高いCO2回収容量を有する独自の固体吸収材を開発することに成功した。また,置換基導入による立体効果で,反応(1)で生成するカルバメートが適度に不安定となり再生性が向上するだけでなく,ガス拡散性も改善する44)。
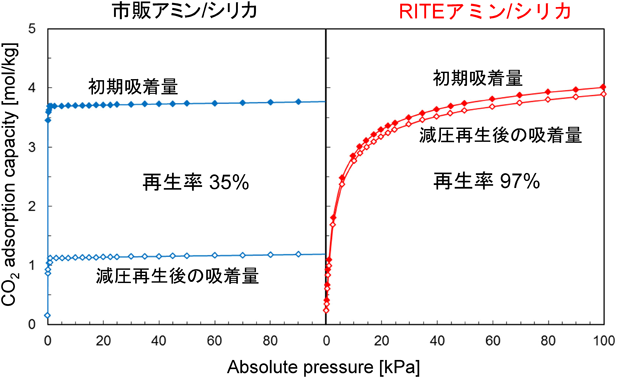
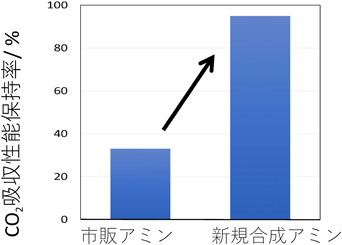
市販ポリアミンへの置換基導入前後の固体吸収材のCO2吸収量および脱離量を比較すると(図7),新規置換基導入ポリアミン担持固体吸収材は燃焼排ガスを想定した313 K, CO2分圧13 kPaの条件でCO2吸収量がほとんど低下することなく,CO2脱離量が大幅に増加している。ここで言うCO2脱離量は一度CO2を吸着させた後に同一温度で真空ポンプで減圧再生し,再度測定したCO2吸着量から求めた。CO2を導入した置換基の電子的効果によってCO2との適度な反応性を保ちつつ,置換基の立体的効果によりCO2の脱離性と拡散性が向上したものと思われる。
また,この新規合成ポリアミン担持固体吸収材を高温で酸素雰囲気中に暴露した結果,市販ポリアミンと比較して酸素に対する耐性が著しく向上していることがわかる(図8)。
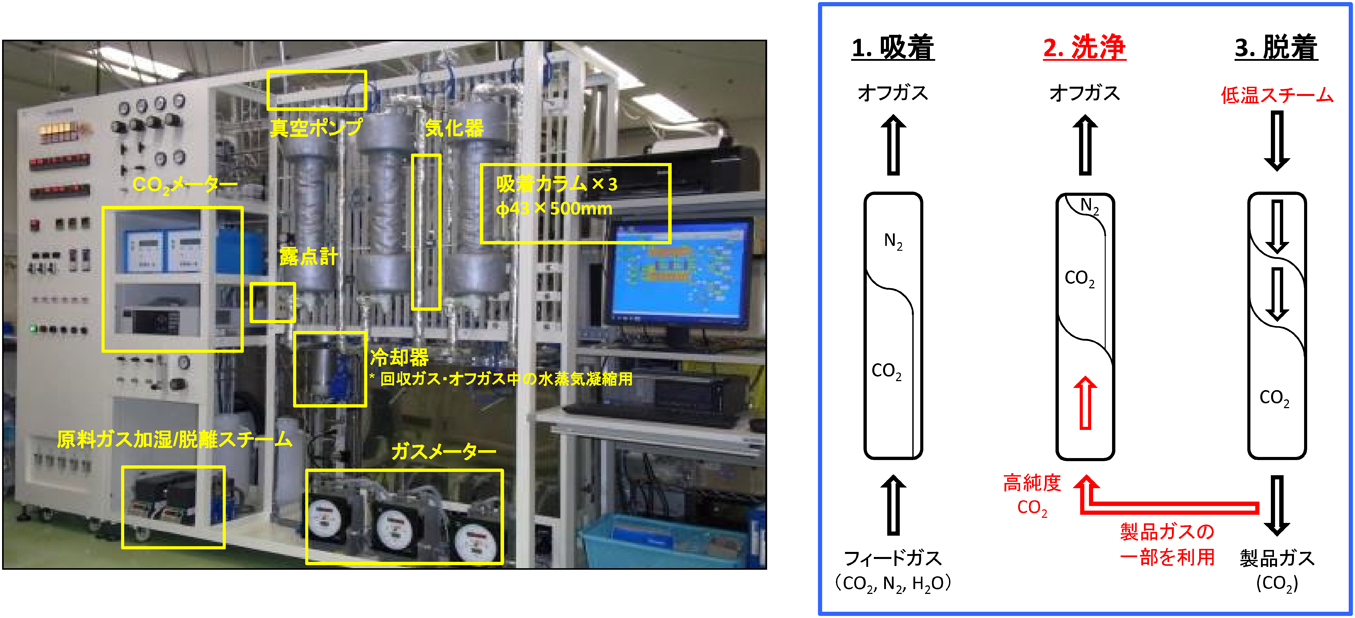
次に,RITE開発の新規合成ポリアミン含浸固体吸収材を用いて,ラボスケール固定層試験装置(図9)を用いて,性能評価を行った結果を示す。真空下での蒸気脱着プロセス,すなわち脱着工程で低温スチームを供給するSA-VSA(Steam-aided vacuum swing adsorption)プロセスを採用した。通常のVSAプロセスと比較して,CO2回収率が著しく向上することが確認された。CO2の回収には3塔式の固定層システムを用い,真空または低温蒸気によって脱着工程を行っている。分離プロセスは吸着,洗浄,脱着,の3工程で構成されており,吸着工程で供給された模擬ガス中のCO2が吸収され,次の洗浄工程では,回収された高純度CO2の一部を使用して,粒子間空隙からN2などの不純物を押し出している。脱着プロセスでは,真空ポンプを使用してカラムを排気しながら気化器で生成した低温蒸気が供給されている40)。
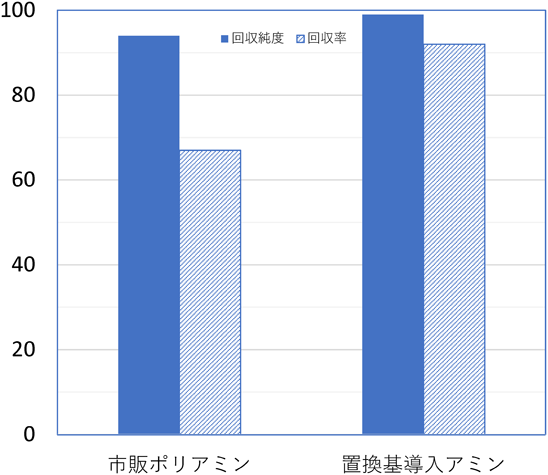
運転プロセスを最適化した結果,模擬ガス(12% CO2)から回収純度>99%, 回収率>90%でCO2を回収可能であり,この際,60°Cの再生工程で必要なスチームエネルギーは1.2~1.5 GJ/t-CO2程度である。一方,比較のために,置換基導入前の市販ポリアミンを含浸した固体吸収材を評価した試験では,CO2回収率,純度ともに低くなる(図10)。開発した固体吸収材の性能に基づき,プロセスシミュレーションを行った結果,本固体吸収材によるCO2分離回収技術を石炭火力発電に適用した場合,従来の化学吸収法(2.5 GJ/t-CO2)と比べて発電効率の低下を約2%改善できる見込が得られた。60°Cという低温での再生が可能であることから,再生に余剰排熱の利用も可能であるため,さらに発電効率の低下の少ないプロセスとなる可能性もある。
2015年度から始まった経産省からの委託事業「先進的二酸化炭素固体吸収材実用化研究開発」(2018年度からは国立研究開発法人新エネルギー・産業技術総合開発機構(NEDO)に移管)においては,実用化に向けて材料製造技術の確立とプロセス最適化・高効率化検討を進めている。
現在,川崎重工業株式会社への再委託により,本固体吸収材を用いた移動層ベンチスケール試験を実施している。川崎重工業(株)の移動層システム(KCC:Kawasaki CO2 Capture)は固体吸収材がコンベアにより吸収塔,放散塔,乾燥塔を移動するシステムとなっており,これまでに7 t-CO2/day規模の回収性能を確認している。
材料合成に関しては,移動層システムへの適用を考慮して十分な摩耗強度や圧壊強度などの耐久性を有した担体を選定した。一方,アミンについては合成手法の合理化,スケールアップ合成を進め,現時点で事業中間目標である「10 m3規模の固体吸収材合成技術」を確立した。
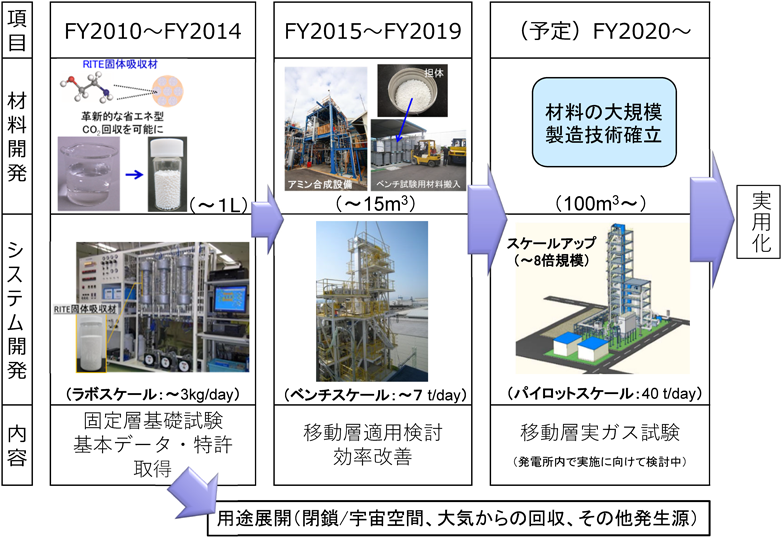
また,関西電力(株)の協力を得て,舞鶴石炭火力発電所において固体吸収材の実ガス暴露試験開始している。暴露後の材料の評価結果をもとに,材料の寿命やコスト評価を経て,今後,40 t-CO2/day規模のパイロットスケール試験装置を建造し,実ガスでのスケールアップ試験を実施する計画であり,2020年代を目処に石炭火力発電所からのCO2分離回収に適した,より高性能な固体吸収材システムを確立すべく,研究開発に取り組んでいる(図11)。