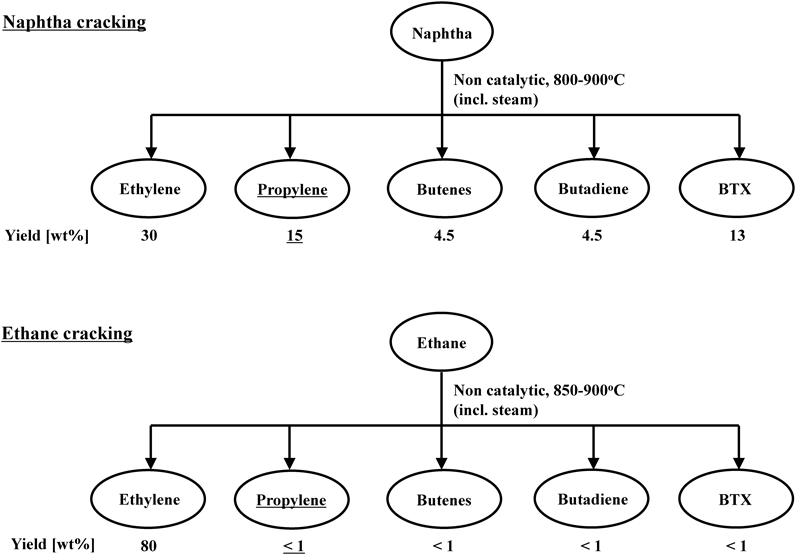
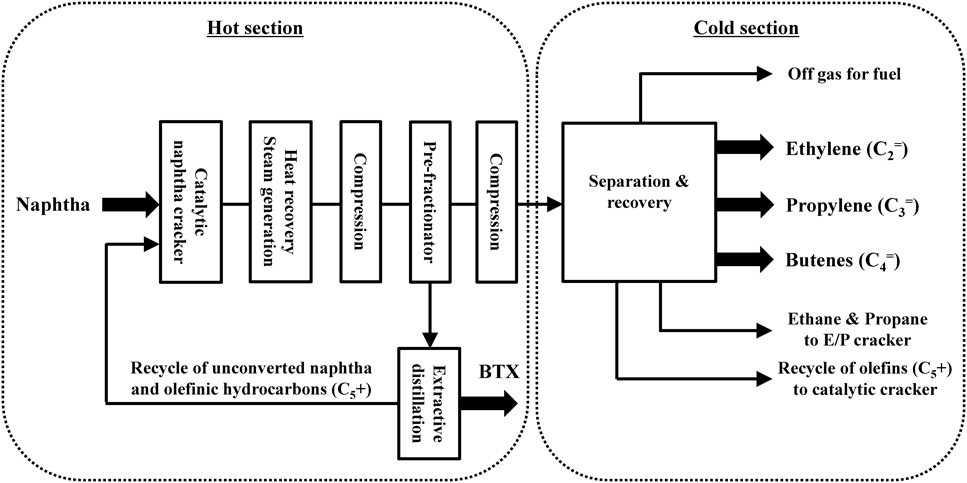
エチレンやプロピレンなどの低級オレフィンはポリマーの原料などに使用され,石油化学産業を支える基礎化学品である1)。低級オレフィンの需要は年間5%程度の急速なペースで増加し2),益々重要性が高まっている。低級オレフィンの製造法はナフサやエタンをスチームとともに800~900°Cで無触媒熱分解する方法が主流であり(Fig. 1),プロピレンの約60%はナフサ熱分解法(ナフサクラッカー)により生産されているが1),プロピレンは副生成物であるために供給体制が十分とは言い難い状況にある。更に近年はシェールガスの普及に伴い,エチレン製造は安価なエタン原料を用いるエタンクラッカーにシフトしつつあり,プロピレン供給能力の低下が一層深刻化する懸念もある。こうしたプロピレン需要増への対応に加えて,熱分解法は大量のエネルギーを消費する化学プロセスであることから,省エネルギーあるいは排出炭酸ガス削減の観点からも効率の良いon-purposeプロピレン製造技術が望まれている。
以上のような技術的背景から,当社では新しいプロピレン製造法を確立すべく,ナフサ接触分解プロセスの研究開発を実施している3–5)。当社が独自に開発したFe-Ga-Al-MFIゼオライトとシリカバインダーからなる複合型触媒ならびに本触媒を用いるナフサ接触分解法は以下の優れた特徴を有する。①高いプロピレン選択性を持つ。②優れた耐コーキング性により,建設費が比較的安価でシンプルな固定床反応器へ適用できる安定性を持つ。③反応温度は熱分解法よりも約200°C低く,かつスチームを投入せずに反応が進行するため,大幅なエネルギー削減が可能であり,炭酸ガス削減に大きく貢献できる省エネルギー型のオレフィン製造法である。④既設のナフサクラッカーに接触分解反応ユニットを部分的に導入することで,プロピレン/エチレンの生産比率が可変となり,需給動向が変動しやすい石油化学品市場においてフレキシブルな対応が可能である。本稿では,複合型ゼオライトの優れた触媒特性ならびに本ゼオライトを用いるナフサ接触分解法のプロセス工学的特性と展望について解説する。
2. ナフサ接触分解用ゼオライトの設計指針とFe-Ga-Al-MFIゼオライトの化学的特性
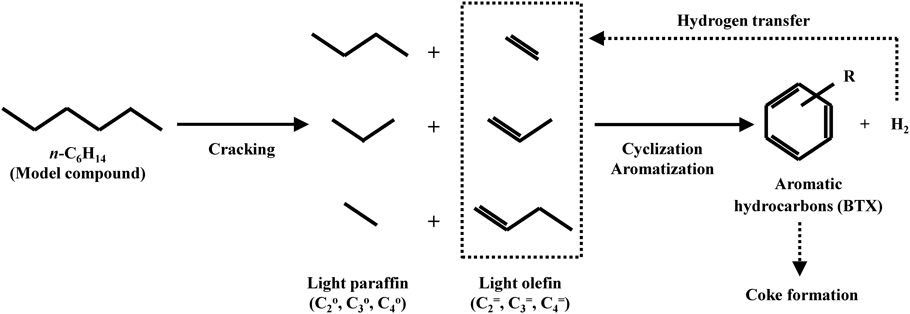
ZSM-5などのゼオライト系固体酸触媒は,液化石油ガス(C3, C4パラフィン)やライトナフサ(C5,C6,C7パラフィン)などの軽質炭化水素類を分解し,低級オレフィンや芳香族炭化水素に変換することが広く知られており,多くの研究が報告されている6–8)。Fig. 2にライトナフサ原料の代表的成分であるn-ヘキサンの接触分解における概略反応スキームを示す。この反応は,①n-ヘキサンの分解による低級パラフィン(C2o, C3o, C4o)と低級オレフィン(C2=, C3=, C4=)への転換,②低級オレフィンの二量化・環化によるナフテン類の生成,③ナフテン類の脱水素芳香族化と水素移行によるオレフィンからパラフィンへの転換,の経路を辿る逐次反応と考えられている。ZSM-5は細孔径(0.5〜0.6 nm)がベンゼン,トルエン,キシレン(BTX)などの単環芳香族の分子サイズと同程度であることから,BTXの選択的生成に有効なゼオライト触媒である。一方で,逐次反応であることから,低級オレフィンあるいは芳香族への選択性は,ゼオライトの酸強度に依存することも知られている。すなわち,酸強度をコントロールすることで芳香族の生成を抑制し,低級オレフィンを選択的に生成させることも可能である。また,芳香族はゼオライトの酸点上で重合し析出コークになりやすく,急激な触媒の失活を起こす要因となる。固定床反応器を用いる触媒プロセスにおいて,触媒活性を長期間安定して維持することは必要不可欠であることから,オレフィン選択性を高めて芳香族生成を抑える触媒設計はコーク劣化を極力回避し,触媒活性を安定化する点からも極めて重要である。これまでも接触分解法による低級オレフィン製造を目的とした研究開発は活発に実施され,様々なゼオライトが研究されてきたが9),高いオレフィン選択性と実用レベルで固定床反応器に適用可能な優れたコーク耐性を併せ持つ触媒系は未だ見出されていない。当社では固定床反応器を用いてライトナフサから低級オレフィン,特にプロピレンを高選択的かつ安定的に得るための接触分解プロセスの研究開発を実施しており,高いオレフィン選択性を持つゼオライトの設計指針として,ZSM-5の骨格内Al元素の一部をFeとGaで置き換えることで,酸強度をコントロールすることに着目している3–5)。
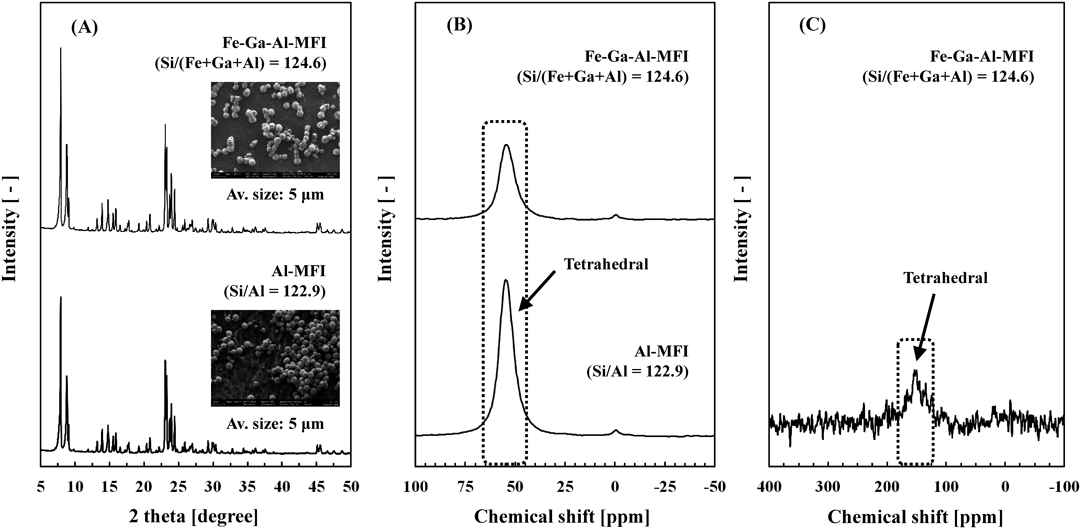
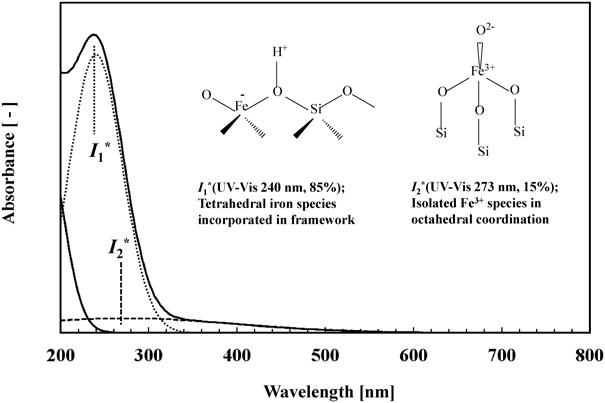
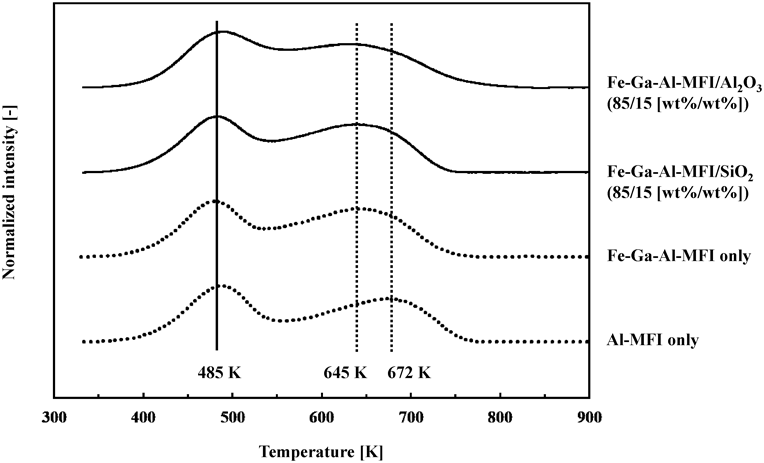
Fig. 3〜5は参照試料である従来型のAl-MFIゼオライトおよびFeとGaを含むAl-MFIゼオライト(Fe-Ga-Al-MFI)に関する各種機器分析(XRD, FE-SEM, 27Al MAS NMR, 71Ga MAS NMR, UV-Vis/DRS, NH3-TPD)によるキャラクタリゼーションの結果である。両試料は従来の水熱法により合成し,Fe-Ga-Al-MFIはAl-MFIのヘテロ元素のバルク組成と揃えたうえで(Si/Al=122.9 [mol/mol], Si/(Fe+Ga+Al)=124.6 [mol/mol]),Fe,GaおよびAlを所定の割合で含む組成となっている(Fe/(Fe+Ga+Al)=0.3 [mol/mol],Ga/(Fe+Ga+Al)= 0.2 [mol/mol],Al/(Fe+Ga+Al)=0.5 [mol/mol],Table 1参照)。XRD測定からはともにMFI型構造であること,FE-SEM測定からは同程度の平均粒子径(5 µm)を持つこと,27Al MAS NMRおよび71Ga MAS NMR測定からはAl種とGa種はゼオライト骨格内に存在すること,UV-Vis/DRS測定10,11)からはFe種の大部分は4配位の状態にあり,ゼオライト骨格内に存在することが各々確認された。また,NH3-TPD測定からは(酸点との化学吸着に由来する)スペクトルの高温度側の脱離ピーク面積から求められる酸量は同程度であるが(Table 1参照),Fe-Ga-Al-MFIのピークトップの位置はAl-MFIに比べて低温度側にシフトしており(672 K→645 K),酸強度の低減が示唆された。従って,従来型Al-MFIゼオライトの骨格内Al種の一部をFeとGaで置き換えた構造を持つFe-Ga-Al-MFIゼオライトは,酸量は同じであるが,酸強度は弱められたことが各測定結果に基づき総合的に判断された。
Table 1. ゼオライト単独試料および複合試料のバルク組成と酸量| Sample | Si/T ratio*[mol/mol] | Al/T ratio*[mol/mol] | Ga/T ratio*[mol/mol] | Fe/T ratio*[mol/mol] | Zeolite/Binder ratio**[wt%/wt%] | Acid amount***[mmol/g] |
|---|
| Al-MFI only | 122.9 | 1.0 | 0.0 | 0.0 | 100/0 | 0.20 |
| Fe-Ga-Al-MFI only | 124.6 | 0.5 | 0.2 | 0.3 | 100/0 | 0.18 |
| Fe-Ga-Al-MFI/SiO2 | 124.6 | 0.5 | 0.2 | 0.3 | 85/15 | 0.16 |
| Fe-Ga-Al-MFI/Al2O3 | 124.6 | 0.5 | 0.2 | 0.3 | 85/15 | 0.20 |
| * Molar ratios (Si/T, Al/T, Ga/T and Fe/T) of zeolite samples measured by XRF analysis (T=Fe+Ga+Al).** Weight ratio of composite samples by XRF analysis.*** Acid amount of zeolite samples and composite samples measured by NH3-TPD technique. |
3. Fe-Ga-Al-MFI/SiO2複合体の触媒化学的特性
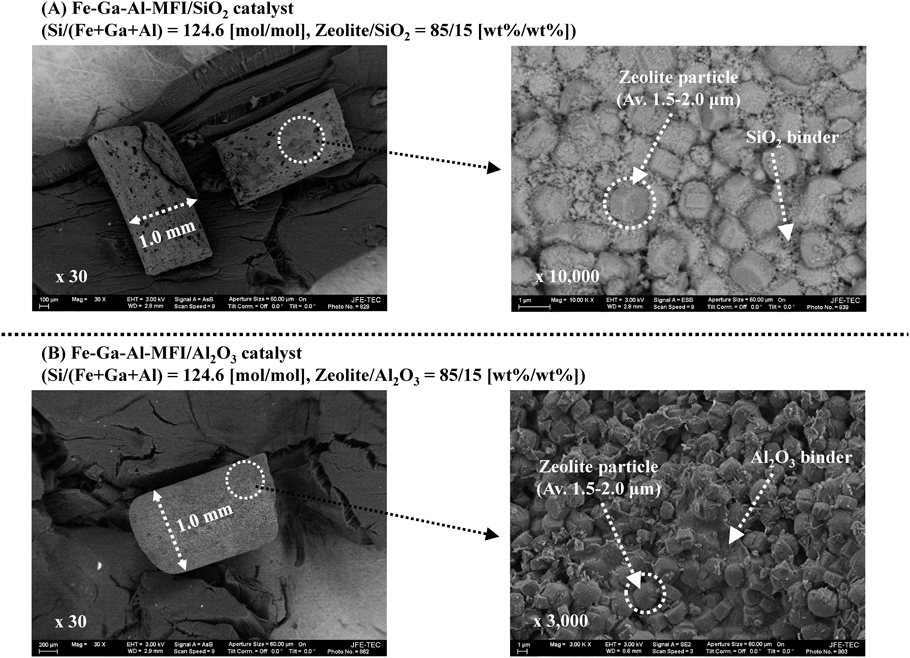
Fe-Ga-Al-MFIゼオライトをナフサ接触分解用の工業触媒として用いるには,バインダーを用いて円筒状やペレット状に成形し,機械的強度を向上させるとともに反応中の圧力損失の低減を図る必要がある。ゼオライト成形用のバインダーとしては,アルミナ(Al2O3)12,13)などが一般的であるが,本触媒はシリカ(SiO2)を用いることが一つの特徴であり,粉末状のFe-Ga-Al-MFIゼオライトとシリカバインダーを混合後,押出し成形法により円筒状に成形した複合体を工業仕様触媒としている。Fig. 6はシリカバインダーを用いた成形試料と一般的なアルミナバインダーを用いた成形試料のFE-SEM像であり(1.0 mmφ,ゼオライト/バインダー比85/15 [wt%/wt%]),シリカバインダーとの成形体はゼオライト粒子の間隙をシリカ微粒子が埋める構造をとり,互いに均一に分散していることが確認された。一方,アルミナバインダーとの成形体では,板状のアルミナがゼオライト粒子間を繋ぐような構造が散見された。また,Fig. 5とTable 1にはゼオライト単体試料に加えて,Fe-Ga-Al-MFI/SiO2およびFe-Ga-Al-MFI/Al2O3成形試料のNH3-TPDスペクトルおよびスペクトル中の高温側ピークから求めた酸量を併記している。Fe-Ga-Al-MFI/SiO2試料では高温側のピークエリア値はゼオライト単体の約85 wt%であり,ゼオライトの含有率(85 wt%)とほぼ一致していることに加え,ピーク形状が相似でありピークトップの温度も変化がないことから,複合体中のシリカはゼオライトの酸性質には影響を及ぼさず,純粋にバインダーとして作用していると推察される。一方,Fe-Ga-Al-MFI/Al2O3試料ではNH3-TPDスペクトルの高温側ピークは,Fe-Ga-Al-MFI/SiO2に比べて低温度から立ち上がり,ピーク形状がブロード化した。また,酸量もゼオライト単体の値よりも若干増加しているため(Table 1参照),アルミナバインダーとの複合化により酸性質は変化したと考えられる。
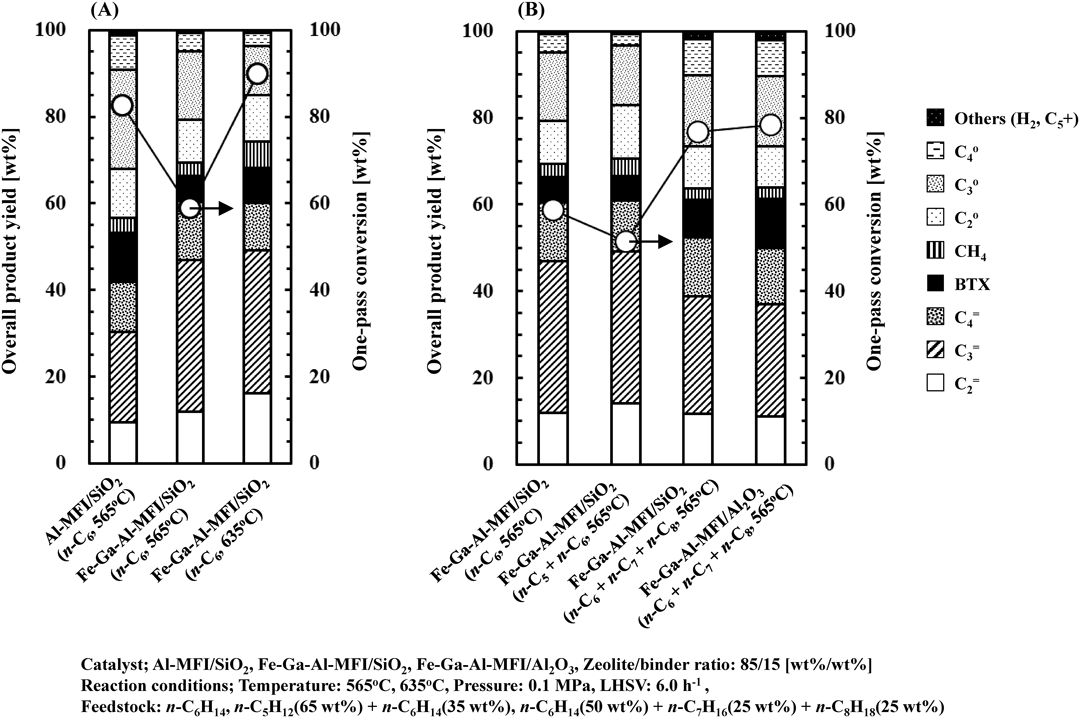
Fe-Ga-Al-MFI/SiO2複合体の分解触媒としての優れた特性を以下に述べる。触媒性能は固定床流通式装置を用いて,各種の炭化水素(n-ヘキサン,(n-ペンタン(65 wt%)+n-ヘキサン(35 wt%)),(n-ヘキサン(50 wt%)+n-ヘプタン(25 wt%)+n-オクタン(25 wt%)),希釈剤は使用せず)を原料とする反応試験により評価した。Fig. 7(A)はn-ヘキサン接触分解反応の初期段階における各生成物の総合収率をFe-Ga-Al-MFI/SiO2とAl-MFI/SiO2について比較した結果である。ここでの総合収率とは,未反応原料やワンスルーで生成する(低級オレフィンへの可変成分である)炭素数5以上のオレフィン類をリサイクルすることを前提とし,各生成物の選択率に基づいて評価した値である。また,シリカバインダー自身は分解活性がないことも確認済みである。同一の反応条件下では(565°C, 0.1 MPa, LHSV 6.0 h−1),参照試料であるAl-MFI/SiO2に比べてFe-Ga-Al-MFI/SiO2ではBTX生成が抑制され,低級オレフィン,特にプロピレンの選択性が大きく向上した。反応温度を565°Cから635°Cに上げて,Al-MFI/SiO2と同レベルのワンパス反応転化率(89.8%)に引き上げても高いオレフィン選択性は維持され,プロピレン総合収率は約33%となった。更にナフサを模擬した複数成分((n-ペンタン(65 wt%)+n-ヘキサン(35 wt%)),(n-ヘキサン(50 wt%)+n-ヘプタン(25 wt%)+n-オクタン(25 wt%)))からなる炭化水素を用いて同一条件下で評価したところ(Fig. 7(B)), いずれも高いオレフィン選択性が得られた(プロピレン総合収率は27~35 wt%)。ゼオライト骨格内にあるFe種とGa種はそれぞれ酸強度を弱める作用14)と,パラフィン類(C3, C4)の脱水素・アルケン化を促進する作用15)を持つことが知られている。従って,Al-MFIゼオライトの骨格内のAlをある最適化された割合でFeとGaで置換えたFe-Ga-Al-MFIゼオライトは,適度な酸強度とアルケン化能を持つために,接触分解反応において芳香族の生成を抑制するとともに,パラフィンからオレフィンへの脱水素を促進することで高いオレフィン選択性を発現したと考えられる3–5)。
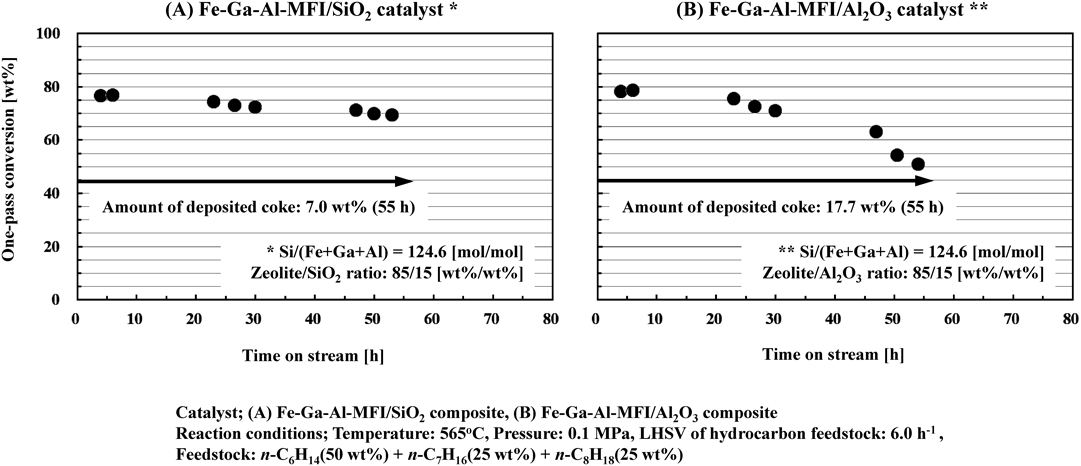
Fe-Ga-Al-MFI/SiO2複合体の優れたオレフィン選択性の確認に続いて,BTX選択率が最も高い(n-ヘキサン(50 wt%)+n-ヘプタン(25 wt%)+n-オクタン(25 wt%))炭化水素の接触分解反応について,触媒の安定性を評価した。Fig. 8は原料のワンパス反応転化率の経時変化であり,析出コークの前駆体であるBTXが多く生成する反応にもかかわらず,Fe-Ga-Al-MFI/SiO2は触媒活性を50時間以上維持し,優れた耐コーキング性を持つことが確認された。一方,Fe-Ga-Al-MFI/Al2O3を用いた同反応では初期反応転化率はほぼ同じであるが,オレフィン選択率が減少した分BTX選択率が増加した(Fig. 7(B))。また,安定性評価では20時間を過ぎた頃からコーク析出に由来する急激な失活が見られた。反応開始55時間経過時での触媒上へのカーボン析出量(17.7 wt%)はFe-Ga-Al-MFI/SiO2(7.7 wt%)の約2.5倍となり,NH3-TPD測定プロファイル(Fig. 5)から示唆されるバインダー種の違いによる酸性質変化を反映する結果となった。アルミナバインダー自体は分解活性がないものの,前述のようにFe-Ga-Al-MFI/Al2O3におけるNH3脱離ピークはFe-Ga-Al-MFI/SiO2に比較して低温度から立ち上がり,酸量が若干増加した。従って,Fe-Ga-Al-MFIゼオライトと複合化することでゼオライト外表面とアルミナバインダー種の界面近傍で新たな酸点が形成され,これらがBTX選択性を高めるとともに,生成BTXの重合・コーク析出を加速したと推察される。以上から,低級オレフィン生成に適した酸性質を持つFe-Ga-Al-MFIゼオライトと,ゼオライトの酸性質に影響を与えることなく純粋なバインダーとして作用する中性のシリカを用いて成形複合化することで,高オレフィン選択性と活性安定性を併せ持つ分解触媒になることが示された。
4. Fe-Ga-Al-MFI/SiO2複合触媒を用いるナフサ接触分解法のプロセス工学的特性
Fig. 9は固定床型反応器を用いるナフサ接触分解プロセスの概略フローであり,プロセス構成は反応系と生成物の分離回収系に大別される。反応系は反応工程と気液分離工程および未反応原料,C5+オレフィン類(低級オレフィンへの可変成分)とBTXを分離するための抽出蒸留工程から構成され,本複合触媒の高いオレフィン選択性を生かすために未反応原料(C5+オレフィン類も含む)を分離して反応器へリサイクル供給し,プロピレンなどの有用化学品の総合収率を高める方式を採っている。ここでは,実用的条件下での触媒性能と本プロセスフローを用いる評価に基づいた,ナフサ接触分解法のプロセス工学的特性について紹介する。
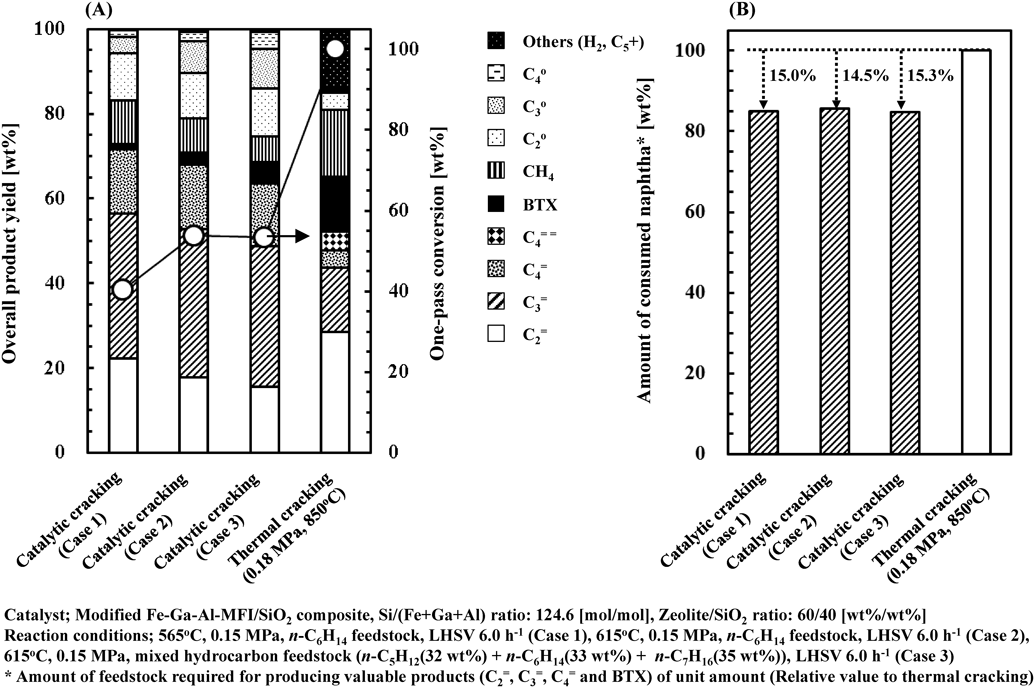
本触媒のオレフィン選択性に関しては,Fig. 10(A)にn-ヘキサンおよびナフサを模擬した3成分からなる炭化水素(n-ペンタン(32 wt%)+n-ヘキサン(33 wt%)+n-ヘプタン(35 wt%))の接触分解における生成物分布を従来のナフサ熱分解法と対比して示す。ここで使用した触媒は,上述のFe-Ga-Al-MFIゼオライトとシリカバインダーからなる複合体をベースに更に改良を施した試料であり,反応試験はベンチスケールの固定床流通式装置を用いて所定の条件下(565~615°C, 0.15 MPa, LHSV 6 h−1)で実施された。n-ヘキサンを用いてワンパス転化率を40~50%程度に抑えた反応試験(Case 1, 2)では,どちらもBTX生成が抑制され,低級オレフィン特にプロピレンの選択性が大きく向上した。また,モデルナフサでの反応試験においても(Case 3),同様に高いプロピレン選択性が得られた。結果として,プロピレン総合収率が大幅に改善されるとともに(熱分解法:約15 wt%,接触分解法:30~35 wt%),有用生成物(エチレン,プロピレン,ブテン類,BTX)の合計収率も向上した。
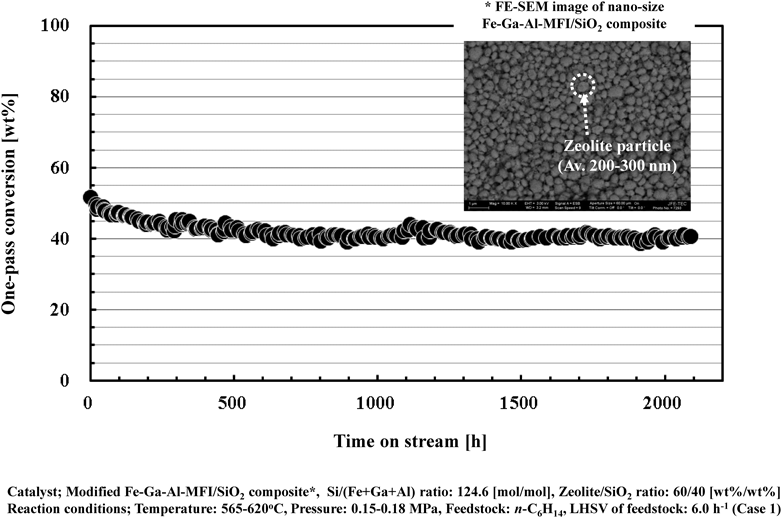
活性安定性については,一例としてCase 1での長時間反応試験の結果をFig. 11に示す。改良を加えた本触媒は高いオレフィン選択性に加えて,ゼオライト粒子を200~300 nmにまで微細化することで一層優れた耐コーキング性が付与され,スチームを供給しない過酷な条件下においても2,000時間を超える長時間にわたり安定した性能を維持し,固定床反応器へ適用可能な耐久性を持つことが確認された。本触媒の使い方の特徴として,スチームなどの希釈剤なしで炭化水素原料を供給することが挙げられる。この原料供給法は,①高温のスチーム共存下で問題となるゼオライトの脱アルミニウム現象による構造崩壊とそれに伴う再生不可能な触媒劣化を回避できる,②希釈剤の加熱に要する顕熱が不要となり,反応器でのエネルギー消費を削減できる5),などのメリットがある。しかしながら,触媒に炭化水素原料のみを供給することはコーク生成が起り易い非常に過酷な条件でもあり,触媒には優れたコーク耐性が必要となる。ゼオライト系触媒を用いる軽質炭化水素類の固定床型接触分解に関する研究開発はこれまで活発に実施され,数多くの報告があるものの8,9),固定床プロセスが実用化した例はない。最大の技術的障害は固定床反応器への適用に耐え得るだけの長期安定性を持つ触媒開発に未だ成功していないことである。しかしながら,本触媒は実用的な反応条件下において,これまで報告例のない長期間にわたり低級オレフィンを安定的に生成し,固定床プロセスとしての可能性を持つことが示された。
Fe-Ga-Al-MFI/SiO2複合触媒のプロピレン選択性と活性安定性の評価に続いて,エネルギー消費の点から従来技術との比較を行った。ナフサ分解や石炭のガス化では,反応で副生するメタンなどの軽質ガスを回収して燃料に利用するため,天然ガスリフォーミングのようにエネルギー源としての燃料を別途投入する必要はない。従って,このようなエネルギー的に自立した化学プロセスでは,目的とする一定量の化学物質の生成に必要な原料量(原料原単位)が省エネルギーの定量的指標となる。本稿では,従来技術である熱分解法と本接触分解法(Case 1~3)について,単位量の有用生成物(エチレン,プロピレン,ブテン類,BTX)の製造に要するナフサ原料量について比較検討を行った(Fig. 10(B))。接触分解法のナフサ消費量は,各ケースでの反応試験データ(Fig. 10(A))とプロセスフロー(Fig. 9)に基づいて算出され,既存熱分解法に対してナフサ原料量は約15%削減可能と評価された(本検討では生成するエタンやプロパンを分解して低級オレフィンに変換するための小型熱分解炉(E/Pクラッカー)の付設を前提としている)。ナフサの熱分解は多量のスチームと850°C程度の高い反応温度を必要とするエネルギー多消費型の化学プロセスである。一方,本接触分解法は熱分解法に比較して反応温度が200°C以上低いうえに,原料をスチームなどで希釈しないために顕熱が削減されるという利点があり,反応器でのエネルギー削減効果が大きい5)。結果として,プロセス全体でのエネルギー消費量(ナフサ消費量)は約15%削減可能であり,本接触分解法は省エネルギーあるいは省資源の観点からも優れた方法であることが確認された。
5. 複合型ゼオライトを用いるナフサ接触分解プロセスの展望
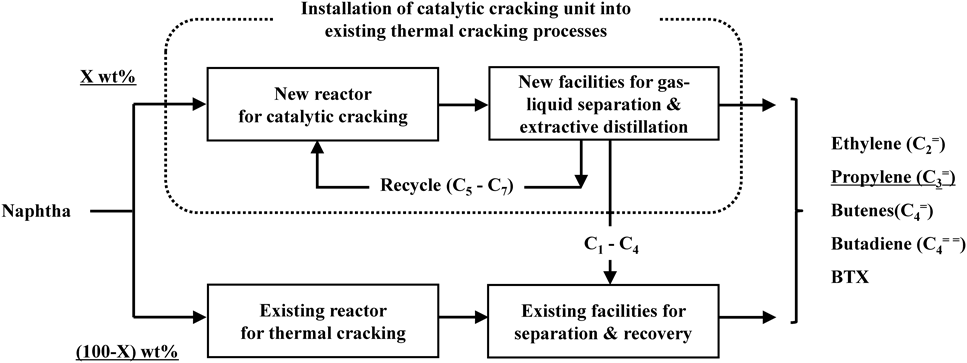
複合型ゼオライトを用いるナフサ接触分解法の展望について紹介する。一つの展開は,Fig. 9のフロー図に示すような本開発触媒の優れた特徴を生かした固定床プロセスの新設であり,在来型ナフサの他に,シェールオイル,シェールガスのコンデンセート分,各種化学プロセスから得られるオレフィンリッチな軽質炭化水素類(例:FT-oil中のC6-C7オレフィン15))など,様々な軽質炭化水素原料からプロピレンを効率良くon-purpose生産する新規化学プロセスの確立を目指している。もう一つは,既設のナフサクラッカーへ接触分解反応ユニットを併設してプロピレン増産を図るアプローチである(Fig. 12)。接触分解ユニットは,反応工程および気液分離と抽出蒸留工程から構成される。原料ナフサは新設の接触分解反応器と既設の熱分解反応器へ分割して供給され,接触分解側からの生成物は既設の設備により分離精製され,未反応ナフサ成分(C5+オレフィン類も含む)は接触分解反応器へリサイクル供給される。このアプローチの有効性を検証するために,実験データに基づく以下のようなプロセス検討を実施した。
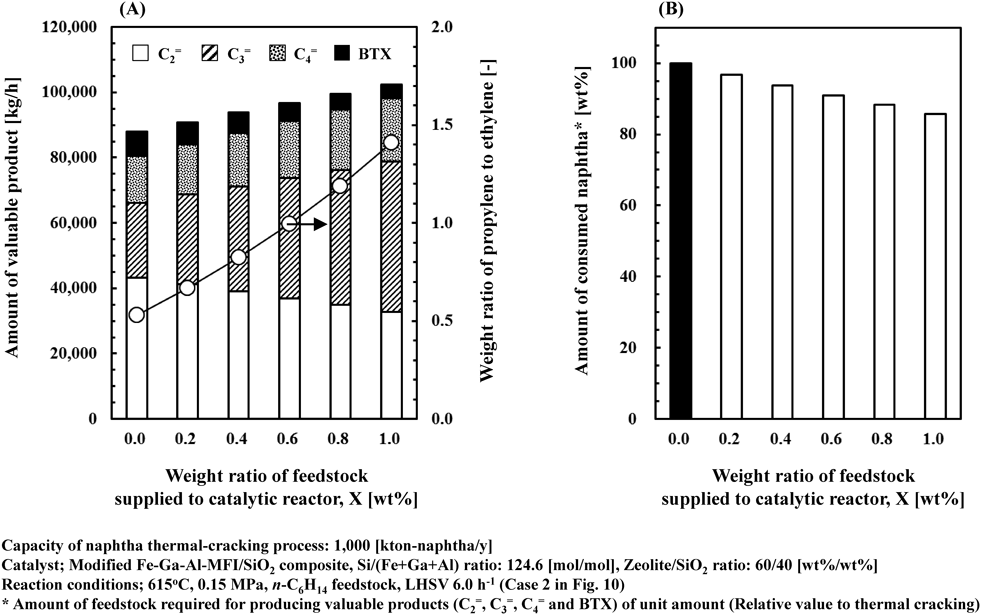
年間原料処理量が1,000キロトン程度のナフサクラッカーを想定し,本触媒による反応試験データ(Case 2)に基づいて,ナフサ原料の接触分解反応器への供給率をX (Fig. 12参照)とした場合の有用生成物(エチレン,プロピレン,ブテン類,BTX)の生産量と,単位量の有用生成物の製造に要するナフサ原料量を評価した(本検討でも生成するエタンやプロパン分解用E/Pクラッカーの付設を前提とした)。Fig. 13(A)は,接触分解反応器への原料供給率と有用生成物の生産量およびプロピレンとエチレンの生産比の関係を示している。なお,供給率1.0とは原料を全て接触分解反応器に供給することを意味している。接触分解反応はオレフィン選択性が高いため,供給率が高い程生産量は増加し,プロピレン生産量は最大で2倍程度まで増加するとともに,プロピレン/エチレン比は0.7〜1.4の広範囲にわたり可変であることが示された。Fig. 13(B)は原料供給率と単位量の有用生成物の製造に要するナフサ原料量の関係を示している。前述のように,接触分解法は熱分解法に比べて反応器でのエネルギー削減効果が大きいため,接触分解反応器への供給率が高い程反応工程での省エネルギー効果の寄与は大きくなり,かつ有用化学品の生産量も増加するため,(単位量の有用生成物の製造に要する)ナフサ原料量は最大15%程度まで削減可能と評価された。以上の検討結果より,接触分解ユニットを既設ナフサクラッカーへ併設導入することにより,プロピレンなどの有用化学品を増産しつつ,プロセス全体のエネルギー削減も可能であることが確認された。また,本アプローチでは,生成物の分離精製工程は既設ナフサクラッカー中の設備と共有化することで,全体のプロセス構成を簡略化するとともに,導入時の建設コストを抑えることも可能である。今後のプロピレン製造については,メタノール転換法(MTO)16)やプロパン脱水素法(PDH)17)などがある程度普及すると予想されるが,主流は依然としてナフサクラッカーとなる見方が強い2)。従って,本接触分解法を既設ナフサクラッカーに導入することは,プロピレン需要増への対応のみならず,ナフサクラッカーの競争力強化の点からも有力な選択肢である。
Fe-Ga-Al-MFIゼオライトとシリカバインダーで構成される複合型ゼオライト触媒を用いる固定床型ナフサ接触分解法は,高いプロピレン選択性,優れたコーク析出耐性による長期安定性,低いエネルギー消費といった優れた特徴を持ち,ポテンシャルが高い技術である。当社では未だ成功例のない固定床接触分解プロセスの早期実用化を目指して,研究開発を鋭意推進中である。
謝辞Acknowledgments
本研究の一部は新エネルギー・産業技術総合開発機構(NEDO)殿による助成事業「戦略的省エネルギー技術革新プログラム―高付加価値オレフィン製造プロセスの開発―」として実施されました(2015年12月〜2018年6月)。ここに深く感謝の意を表します。
引用文献References
1) 室井高城,“新しいプロピレン製造プロセス―シェールガス・天然ガス革命への対応技術―”, S & T出版(2013).
2) 経済産業省,世界の石油化学製品の今後の需給動向(対象期間2008~2021年,http://www.meti.go.jp/press/2017/06/20170628004/20170628004.html).
2) 経済産業省,世界の石油化学製品の今後の需給動向.
3) S. Hodoshima, A. Motomiya, S. Wakamatsu, R. Kanai, F. Yagi, Res. Chem. Intermed., 41, 9615(2015).
4) S. Hodoshima, A. Motomiya, S. Wakamatsu, R. Kanai, F. Yagi, Micropor. Mesopor. Mater., 233, 125(2016).
5) 程島真哉,ファインケミカル,47, 44(2018).
6) G. Giannetto, R. Monque, R. Gallasso, Catal. Rev. Sci. Eng., 36, 271(1994).
7) 涌井顕一,佐藤浩一,澤田吾郎,塩沢公治,又野孝一,鈴木邦夫,早川孝,村田和久,葭村雄二,水上富士夫,石油学会誌,42, 307(1999).
8) 中坂裕太,多湖輝興,増田隆夫,ゼオライト,32, 53(2015).
9) Y. Ji, H. Yang, W. Yan, Catalysts, 7, 367(2017).
10) S. Bordiga, R. Buzzoni, F. Geobaldo, C. Lamberti, E. Giamello, A. Zecchina, G. Leofanti, G. Petrini, G. Tozzola, G. Vlaic, J. Catal., 158, 486(1996).
11) M. S. Kumar, M. Schwidder, W. Grunert, A. Bruckner, J. Catal., 227, 384(2004).
12) T. Kimura, C. Suezaki, K. Sakashita, X. Li, S. Asaoka, J. Jpn., Petrol. Inst., 55, 99(2012).
13) T. Kimura, N. Hata, K. Sakashita, S. Asaoka, Catal. Today, 185, 119(2012).
14) Y. Nakasaka, T. Tago, T. Masuda, J. Jpn., Petrol. Inst., 60, 277(2017).
15) Y. Ono, Catal. Rev. Sci. Eng., 34, 179(1992).
16) T. Sano, J. Jpn., Petrol. Inst., 60, 263(2017).
17) 室井高城,ゼオライト,30, 142(2013).